


Acid cleaning can be considered one of the most difficult steps within the boiler cleaning process. Its purpose is to remove deposits that cannot be removed by alkaline cleaning, and this removal can be done by solubilizing or displacing the deposit.

Depending on the chemical nature of the deposit, different inorganic or organic acids are used. In the table below are some of the most frequently used acids for removing deposits:
| Acid | Warehouse removed |
| Hydrochloric acid | Calcium carbonate and iron oxide |
| Sulfonic Acid | Calcium carbonate and iron oxide |
| Hydrofluoric acid | Silicates and silica |
| Citric acid | Iron oxides |
Tab 1 – Acids used for boiler cleaning
As the acids used for cleaning are very reactive and can corrode the metallic surface of the boiler tubes, it is necessary to use specific inhibitors, so that these acids cause the least possible attack on the metallic surface that was cleaned, ensuring that during the removal of the deposited material there is the least risk of damage to the metallic structure of the boiler.
The acid recirculation and action time can vary to values higher or lower than 72 hours, due to the amount of fouling present.
The final steps in the acid cleaning process are neutralization and passivation, which has great importance in preventing the metal surface from the medium.
In neutralization, a caustic soda solution is usually employed. In the passivation step, the passivation agent sodium nitrite is used, which aims to convert the free metal (Fe +3 ) into oxides (Fe 3 O 4 ), known as magnetite, forming a protective film.
The following is a simplified scheme of a chemical cleaning process in boilers
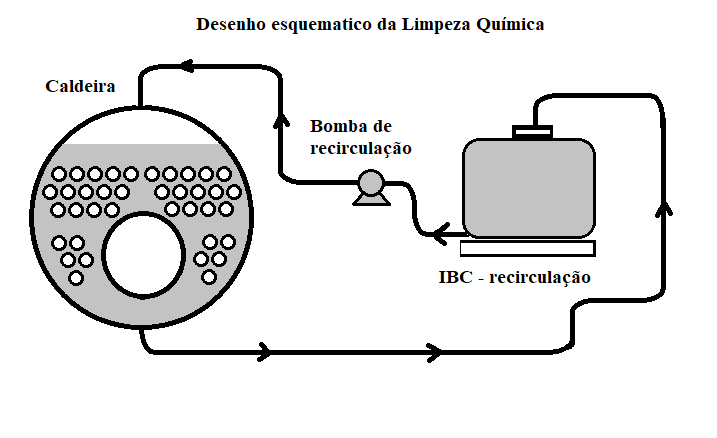
Figure 2 – Chemical cleaning scheme in boilers
PERFORMING ACID CLEANING
In March 2022 the EP Engenharia technical team performed the chemical cleaning in a boiler of a petroleum sector customer, with thermal capacity of 1,300 Kg/h of steam generation.
The application of acid cleaning in this boiler was necessary because the boiler had been out of operation for a long period due to problems in the equipment, which underwent recovery and refurbishment.
The following steps were performed:
- General inspection of the boiler installations;
- Insulation (racketing) of all measuring instrument and steam outlet sockets;
- Setting up the recirculation and product addition system;
- Isolation of the area;
- Adding clean water up to 1/3 of the total boiler volume;
- Adding hydrochloric acid and inhibitor to the recirculation tank;
- Pre-recirculation of the acid solution;
- Adding water up to the boiler operating level;
- Recirculation of the acid solution;
- Rinse with water – recirculation and discard;
- Neutralization with caustic soda solution;
- Passivation with sodium nitrite;
- Hibernation of the boiler according to standard procedure.
Photographic records of the acid cleaning process.

Figure 3 – Boiler and recirculation tank


O EP Group through EP Engineeringhas a technical team prepared with qualified professionals ready to act in the most diverse customer demands, employing the 360º solution, giving all the necessary support and ensuring that the equipment and processes present the best results in terms of cost, reliability, productivity, and efficiency.
We invite you to learn more about the services that the EP Group has to offer, visit www.grupoep.com.br.
Bibliographic References:
MOURA, J.P. de; URTIGA FILHO, S.L. Boiler corrosion prevention. 2011. Hypertext article. Available at: <http://www.infobibos.com/Artigos/2011_2/caldeiras/index.htm
Odair José Krause (
LinkedIn
)- April/2022




{kind=link}
{kind=link}
{kind=link}
{kind=link}